


Ano ang Paggawa ng TBM at Bakit Ito Mahalaga?
Ang pagmamanupaktura ng TBM ay tumutukoy sa inhinyero at produksyon ng Tunnel Boring Machines — napakalaking, lubhang espesyalisadong piraso ng kagamitan na ginagamit sa paghuhukay ng mga tunnel sa pamamagitan ng bato, lupa, luad, at magkahalong kondisyon ng lupa. Ang mga ito ay kabilang sa mga pinakamasalimuot na makina na nagawa, na pinagsasama ang cutting-edge na mechanical engineering, hydraulics, electronics, at materials science sa isang pinagsamang sistema na maaaring tumimbang kahit saan mula sa ilang daang tonelada para sa isang maliit na utility tunnel machine hanggang sa higit sa 7,000 tonelada para sa isang malaking diameter na metro o highway tunnel na proyekto. Ang proseso ng pagmamanupaktura ng tunneling boring machine ay hindi tulad ng paggawa ng karamihan sa mga pang-industriya na kagamitan — ang bawat makina ay epektibong isang custom na proyekto na ininhinyero upang matugunan ang partikular na geology, diameter, alignment, at lining na kinakailangan ng isang kontrata ng tunnel.
Ang pandaigdigang pangangailangan para sa mga TBM ay patuloy na lumago sa loob ng mga dekada, na hinihimok ng napakalaking pamumuhunan sa imprastraktura sa mga sistema ng metro ng tren, mga lagusan sa kalsada, suplay ng tubig at imprastraktura ng dumi sa alkantarilya, mga hydroelectric power tunnel, at mga underground logistics network. Ang mga lungsod mula London hanggang Mumbai hanggang Los Angeles ay aktibong gumagamit ng mga TBM para magtayo ng underground na imprastraktura nang hindi nakakaabala sa buhay sa ibabaw. Ang demand na ito ay lumikha ng isang globally competitive Paggawa ng TBM industriyang pinangungunahan ng ilang malalaking tagagawa na may kakayahang maghatid ng mga custom na makina na inengineered at binuo sa hindi pangkaraniwang mga pagpapaubaya sa katumpakan sa mga timeline ng kontrata na maaaring tumagal ng 18 buwan o higit pa.
Mga Uri ng Tunnel Boring Machine at Paano Naiiba ang Paggawa ng Bawat Isa
Ang pagmamanupaktura ng TBM ay hindi iisang proseso ng produksyon — ito ay isang pamilya ng mga kaugnay ngunit kapansin-pansing magkakaibang mga disenyo ng makina, bawat isa ay ininhinyero para sa mga partikular na kondisyon sa lupa. Ang uri ng TBM na pinili para sa isang proyekto ay pangunahing humuhubog sa saklaw ng pagmamanupaktura, mga detalye ng bahagi, at pagiging kumplikado ng pagpupulong na kasangkot.
Mga Hard Rock TBM (Gripper TBM)
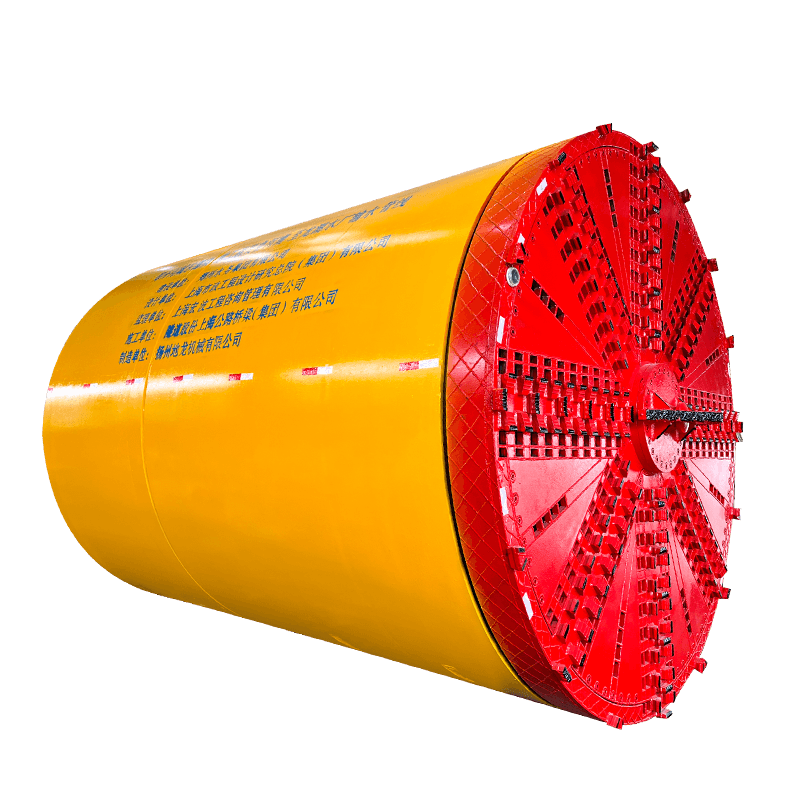
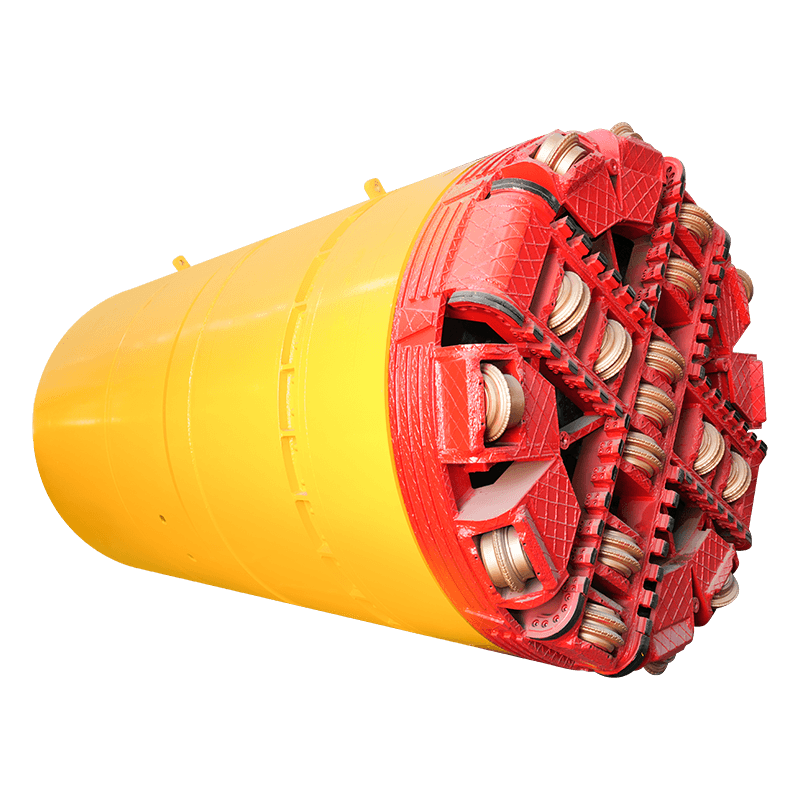
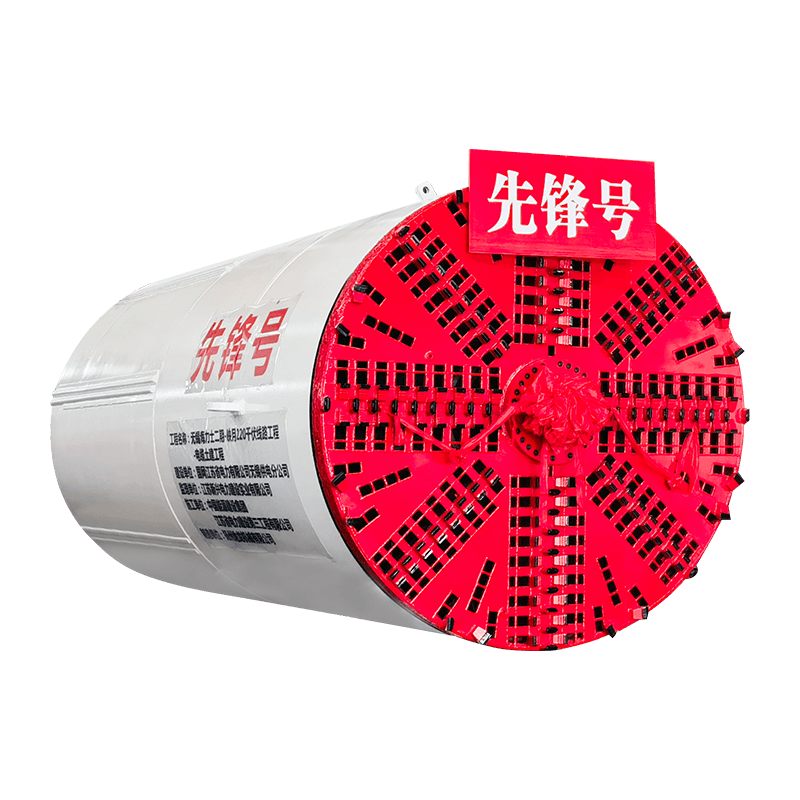
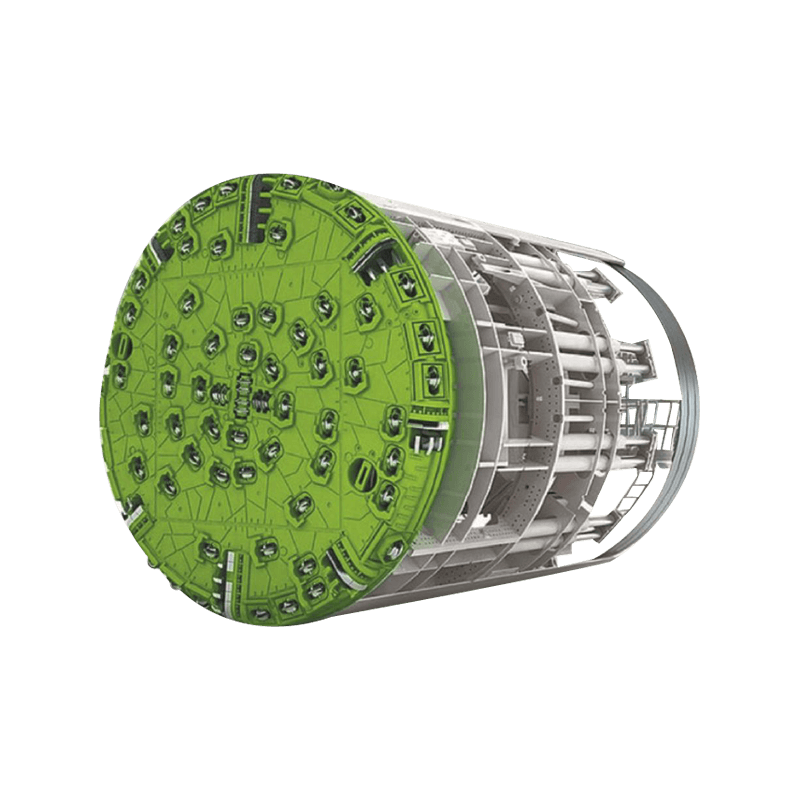
Ang mga Gripper TBM ay idinisenyo para sa tunneling sa pamamagitan ng solid, karampatang bato tulad ng granite, basalt, at limestone. Umuusad ang makina sa pamamagitan ng pagtulak sa umiikot na cutterhead laban sa mukha ng bato habang ang mga hydraulic gripper ay umaabot sa gilid upang humawak sa mga dingding ng tunnel, na nagbibigay ng puwersa ng reaksyon na kailangan para sa forward thrust. Ang paggawa ng gripper TBM ay nakasentro sa paggawa ng napakalakas na cutterhead — karaniwang gawa mula sa high-strength steel plate na may tumpak na nakaposisyon na disc cutter housing — at isang malakas na main bearing assembly na may kakayahang magpadala ng napakalaking thrust load habang patuloy na umiikot. Ang mga disc cutter sa mga hard rock machine ay precision-engineered na mga bahagi ng carbide na dapat gawin sa mahigpit na dimensional tolerance upang matiyak na pantay ang pagkakasuot sa mukha ng cutterhead.
Mga Machine ng Earth Pressure Balance (EPB).
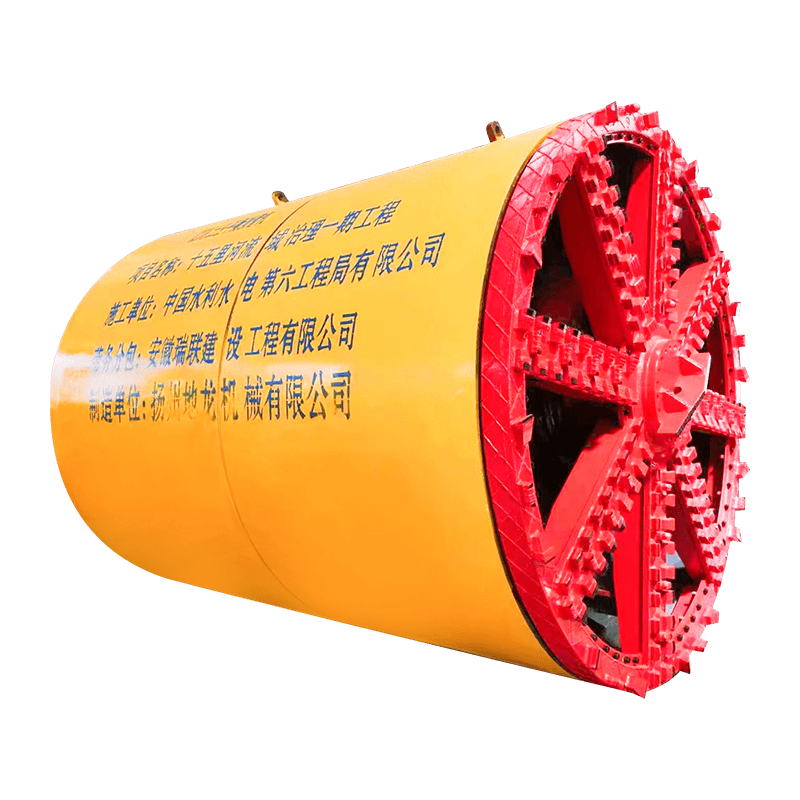
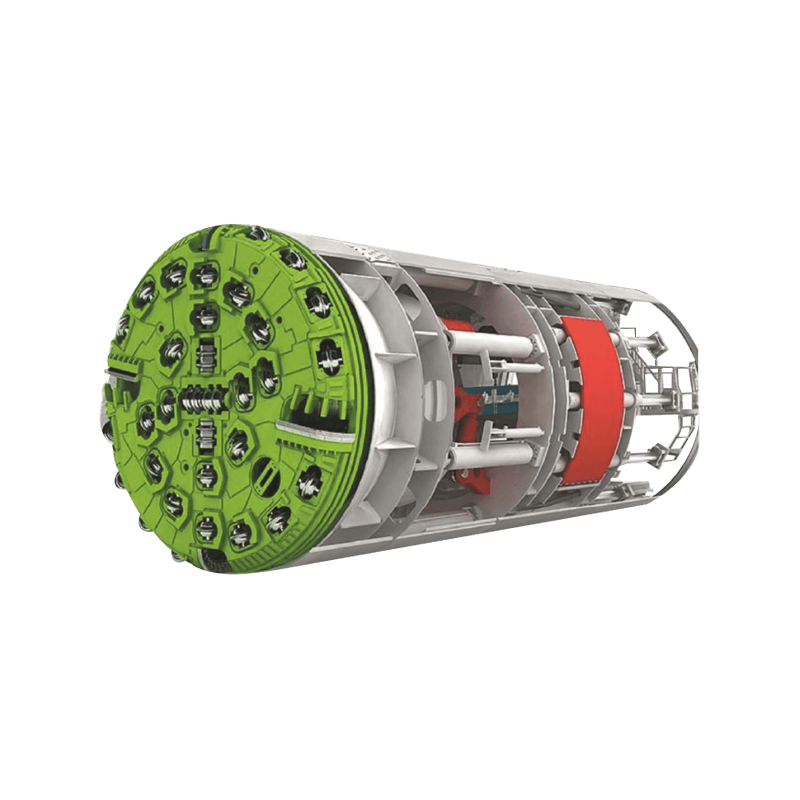
Ang mga EPB machine ay ang workhorse ng urban tunneling sa malambot na lupa, halo-halong lupa, at mga kondisyong may tubig. Ginagamit nila ang mismong hinukay na materyal — nakakondisyon ng foam, polymer, o bentonite additives — upang mapanatili ang presyon ng mukha at maiwasan ang pag-aayos ng lupa sa itaas ng tunnel. Ang pagiging kumplikado ng pagmamanupaktura ng isang EPB TBM ay nakasentro sa screw conveyor system na kumokontrol sa rate ng pagkuha ng materyal upang balansehin ang presyon ng mukha, ang foam injection system na isinama sa cutterhead, at ang shield body na dapat makatiis sa buong presyon ng lupa at tubig ng nakapalibot na lupa. Ang cutterhead geometry para sa mga EPB machine ay pangunahing naiiba sa mga hard rock na disenyo - isinasama nito ang mga scraper, bucket scoop, at soil conditioning port sa halip na mga disc cutter housing.
Mga Slurry Shield TBM
Ang mga slurry na TBM ay ginagamit sa maluwag, puspos ng tubig na lupa kung saan kahit na ang EPB face conditioning ay hindi sapat upang mapanatili ang katatagan. Pinapanatili nila ang presyur sa mukha gamit ang isang pressurized bentonite slurry na pumupuno sa excavation chamber, na sinusuportahan ng isang bulkhead sa likod ng cutterhead. Ang slurry ay ibinobomba sa ibabaw sa pamamagitan ng isang pipeline, pinoproseso sa isang separation plant upang maalis ang spoil, at i-recirculate pabalik sa mukha. Kasama sa pagmamanupaktura ng TBM para sa mga slurry machine ang paggawa ng separation plant bilang bahagi ng pangkalahatang saklaw ng system — isang karagdagang hamon sa engineering na kinabibilangan ng mga hydrocyclone, centrifuges, at imprastraktura ng slurry pumping bilang karagdagan sa mismong makina.
Mixed Ground at Variable Density TBMs
Ang ilan sa mga pinaka-kumplikadong TBM na ginawa kailanman ay mga makina na idinisenyo para sa magkahalong-mukhang mga kondisyon — mga tunnel na dumadaan sa parehong bato at malambot na lupa sa loob ng parehong tunnel cross-section, o ang paglipat sa pagitan ng hard rock at soft ground zone sa kahabaan ng alignment. Dapat isama ng variable density o mixed ground TBM na ito ang mga disc cutter at soft ground cutting tool sa parehong cutterhead, na may mga convertible excavation chamber na maaaring magpalipat-lipat sa pagitan ng EPB at hard rock mode habang nagmamaneho. Ang paggawa ng mga makinang ito ay nangangailangan ng paglutas ng sabay-sabay na magkasalungat na mga kinakailangan sa disenyo na nagtutulak sa TBM engineering sa mga limitasyon nito.
Mga Pangunahing Bahagi na Ginawa sa Bawat TBM
Anuman ang uri, ang bawat tunnel boring machine ay nagbabahagi ng isang hanay ng mga pangunahing subsystem na dapat na idinisenyo at ginawa upang gumana nang sama-sama bilang isang tiyak na pinagsama-samang sistema. Ang pag-unawa sa mga pangunahing sangkap na ito ay nagpapaliwanag kung bakit ang pagmamanupaktura ng TBM ay masyadong hinihingi sa teknikal at masinsinang oras.
| Component | Function | Pangunahing Hamon sa Paggawa |
| Cutterhead | Hinuhukay ang mukha ng lagusan sa pamamagitan ng pag-ikot laban sa bato o lupa | Structural integrity sa ilalim ng pinagsamang thrust at torque load; katumpakan ng pagpoposisyon ng tool ng pamutol |
| Main Bearing Assembly | Sinusuportahan ang cutterhead at nagpapadala ng thrust at torque | Madadala ang buhay sa ilalim ng matagal na mataas na pagkarga; sealing laban sa kontaminasyon sa lupa |
| Kalasag na Katawan | Pinoprotektahan ang mga manggagawa at kagamitan; nagbibigay ng istrukturang pabahay | Precision roundness para sa pagtayo ng segment; paglaban sa presyon ng lupa |
| Sistema ng Thrust Cylinder | Itinutulak ang makina pasulong laban sa naka-install na lining ng tunnel | Naka-synchronize na kontrol ng stroke sa lahat ng mga cylinder; pagiging maaasahan ng selyo |
| Segment Erector | Pumipili at nag-i-install ng precast concrete lining segment | Katumpakan ng pagpoposisyon; pagiging maaasahan ng vacuum system; kapasidad ng pagkarga |
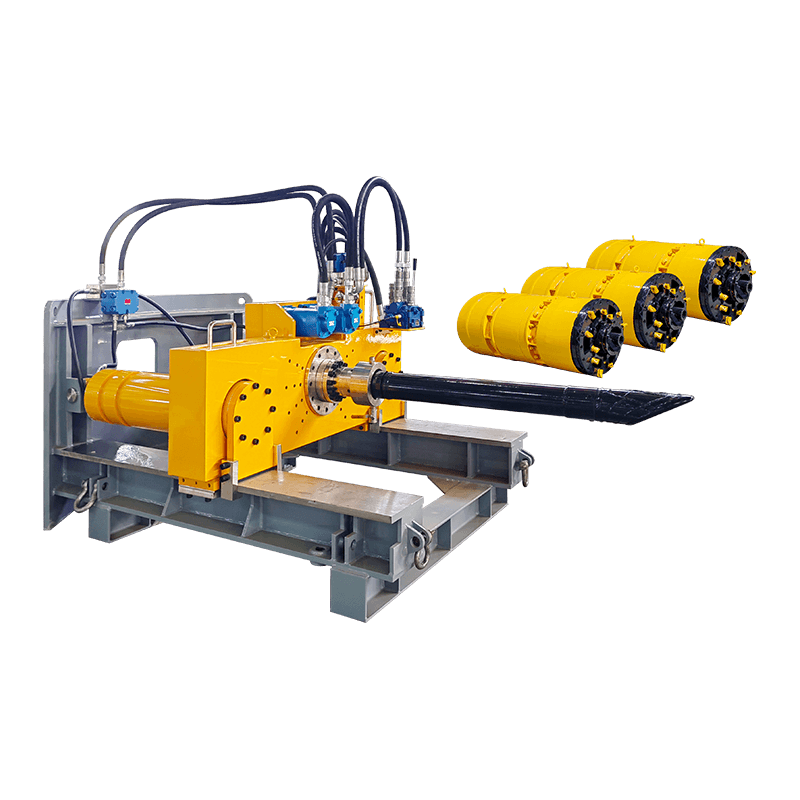
| Magmaneho ng mga Motor at Gearbox | Palakasin ang pag-ikot ng cutterhead | Densidad ng kapangyarihan sa nakakulong na espasyo; pamamahala ng thermal |
| Hydraulic Power Unit | Pinapalakas ang lahat ng hydraulic system kabilang ang thrust at erector | Pagsasama ng system; kalabisan; nakakulong na espasyo sa pagtanggi ng init |
| Sistema ng Pagkontrol at Paggabay | Nagna-navigate sa alignment ng tunnel at sinusubaybayan ang lahat ng system | Katumpakan sa GPS-denied underground na kapaligiran; real-time na pagsasama ng data |
Hakbang-hakbang ang Proseso ng Paggawa ng TBM
Ang proseso ng paggawa ng tunnel boring machine mula sa contract award hanggang sa factory acceptance testing ay isang mahaba, multi-stage engineering at production program. Ang pag-unawa sa pagkakasunud-sunod ay nililinaw kung bakit karaniwang 12–24 na buwan ang mga lead time ng paghahatid ng TBM kahit na para sa mga may karanasang manufacturer na may mga naitatag na supply chain.
Stage 1 — Geotechnical at Project Requirements Analysis
Bago ang isang solong bahagi ay idinisenyo, ang pangkat ng engineering ng tagagawa ng TBM ay nagsasagawa ng isang detalyadong pagsusuri ng data ng geotechnical na pagsisiyasat na ibinigay ng kliyente. Kabilang dito ang mga borehole log, mga parameter ng lakas ng bato, mga profile ng presyon ng tubig sa lupa, mga resulta ng pagsubok sa abrasivity, at data ng ground permeability sa buong pagkakahanay ng tunnel. Direktang hinihimok ng pagsusuring ito ang disenyo ng cutterhead, sizing ng thrust system, detalye ng bearing, at configuration ng ground conditioning system. Ang isang makina na idinisenyo batay sa hindi tumpak o hindi sapat na data sa lupa ay hindi gagana o mabibigo - ang geotechnical analysis ay ang pundasyon kung saan ang buong disenyo ay binuo.
Stage 2 — Custom na Engineering at Disenyo
Sa pagkakaroon ng mga kundisyon sa lupa, binuo ng engineering team ang kumpletong disenyo ng TBM gamit ang advanced na 3D CAD software at finite element analysis. Sinusuri ang disenyo ng istruktura ng cutterhead para sa pinagsamang mga senaryo sa pag-load ng thrust at torque. Ang mga pangunahing kalkulasyon ng buhay ng bearing ay ginagawa gamit ang ISO 281 bearing life theory na inangkop para sa spectra ng load na partikular sa TBM. Nakatakda ang mga tolerance ng shield body roundness batay sa geometry ng lining ng segment. Ang bawat pangunahing weld sa structural fabrication ay idinisenyo at nakadokumento sa mga nauugnay na structural code. Ang yugto ng disenyo na ito lamang ay karaniwang tumatagal ng tatlo hanggang limang buwan para sa isang malaking diameter na TBM at gumagawa ng libu-libong mga guhit at detalye ng engineering.
Stage 3 — Material Procurement at Supply Chain
Nangangailangan ang pagmamanupaktura ng TBM ng napakalaking hanay ng mga dalubhasang materyales at bahagi, na marami sa mga ito ay may mahabang panahon ng pagtitinda sa pagkuha. High-strength structural steel plate para sa cutterhead at shield body, large-diameter slewing ring bearings, high-torque planetary gearboxes, hydraulic cylinders na ginawa sa tumpak na stroke at pressure specifications, at specialized sealing system lahat ay nangangailangan ng maagang pagbili para maiwasan ang pagkaantala sa paggawa. Ang pangunahing bearing assembly — isang napakalaking slewing ring na maaaring lumagpas sa tatlong metro ang diameter para sa isang malaking TBM — ay kadalasang may standalone na manufacturing lead time na anim hanggang siyam na buwan at kadalasan ang kritikal na path item sa buong iskedyul ng paghahatid ng TBM.
Stage 4 — Structural Fabrication
Ang structural fabrication ng isang TBM ay nagsasangkot ng pagputol, pagbubuo, at pagwelding ng mga heavy steel plate na seksyon sa mga pangunahing structural assemblies - ang cutterhead, front shield, rear shield, at trailing gear component. Ang gawaing ito ay ginagawa ng mga sertipikadong structural welders gamit ang pre-qualified weld procedures at siniyasat sa pamamagitan ng non-destructive testing kabilang ang ultrasonic, magnetic particle, at radiographic na pagsusuri. Ang dimensional na kontrol sa panahon ng paggawa ay kritikal — ang katawan ng kalasag ay dapat na bilog sa loob ng mahigpit na mga tolerance upang ang mga segment ng lining ng tunnel ay maaaring mai-install nang may pare-parehong geometry ng gap. Ang malalaking structural assemblies ay ginawang makina pagkatapos ng katha upang makamit ang kinakailangang mga tolerance ng interface sa mga ibabaw ng isinangkot.
Stage 5 — Mechanical at Hydraulic Assembly
Nang kumpleto ang pagkakagawa ng istruktura, ang makina ay unti-unting binuo kasama ang mga mekanikal, haydroliko, at mga de-koryenteng sistema nito. Ang pangunahing tindig ay naka-install at torqued sa detalye. Ang mga drive motor at gearbox ay naka-mount at nakahanay. Naka-install ang thrust cylinder system at ang lahat ng cylinders ay indibidwal na sinusuri ang presyon bago ikonekta sa hydraulic power unit. Ang segment na erector arm ay binuo at ang abot, bilis, at kapasidad ng pagkarga nito ay na-verify. Ang sistema ng kontrol ay naka-wire at pinagsama-sama, kasama ang lahat ng mga input ng sensor at mga output ng actuator na na-verify laban sa dokumentasyon ng control logic. Ang yugto ng pagpupulong na ito ay masinsinan sa skilled labor — Ang pagpupulong ng TBM ay nangangailangan ng mga technician na nauunawaan ang buong pagsasama ng system, hindi lamang ang indibidwal na pag-install ng bahagi.
Stage 6 — Factory Acceptance Testing
Bago umalis ang isang TBM sa pabrika, sumasailalim ito sa komprehensibong Factory Acceptance Test (FAT) na sinasaksihan ng kliyente at ng kanilang mga teknikal na kinatawan. Ang FAT ay nagpapatunay na ang lahat ng mga sistema ay gumagana ayon sa espesipikasyon sa ilalim ng mga kontroladong kundisyon — ang bilis at torque ng pag-ikot ng cutterhead, puwersa at stroke ng thrust cylinder, hanay ng erector ng segment at kapasidad ng pagkarga, presyon at daloy ng hydraulic system, function ng electrical system, at tugon ng control system. Ang sistema ng paggabay ay na-calibrate at na-verify. Anumang mga kakulangan na natukoy sa panahon ng FAT ay dapat itama bago maaprubahan ang makina para sa kargamento. Ang tala ng FAT ay nagiging bahagi ng permanenteng dokumentasyon ng makina at isinangguni sa buong buhay ng pagpapatakbo nito.

Precision Engineering Standards sa TBM Production
Ang mga kinakailangan sa katumpakan ng pagmamanupaktura ng TBM ay karibal sa mga mabibigat na aerospace at kagamitan sa pagtatanggol. Ang mga pagpapaubaya na ito ay hindi basta-basta — direktang nakakaapekto ang mga ito sa kakayahan ng makina na bumuo ng isang tunnel sa tinukoy na pagkakahanay, mag-install ng mga segment ng lining nang walang pinsala, at mapanatili ang hindi tinatagusan ng tubig na mga joint sa pagitan ng mga segment sa buong buhay ng tunnel.
- Pag-ikot ng cutterhead: Ang panlabas na diameter ng cutterhead ay dapat nasa loob ng ±2–3mm ng nominal bore diameter upang mapanatili ang dinisenyo na overcut at maiwasan ang shield na ma-trap sa lupa. Ang pagkamit ng tolerance na ito sa isang gawa-gawang istraktura ng bakal na lima hanggang labindalawang metro ang lapad ay nangangailangan ng maingat na pagkakasunud-sunod ng mga operasyon ng welding upang makontrol ang distortion at post-weld machining ng mga kritikal na ibabaw ng interface.
- Main bearing seat machining: Ang housing bore at shaft journal na matatagpuan ang pangunahing bearing assembly ay dapat na makina sa mga tolerance sa hanay ng IT6–IT7 (0.010–0.025mm) at siniyasat gamit ang precision coordinate measuring machine. Ang maling bearing seating geometry ay lubhang nakakabawas sa buhay ng bearing at maaaring magdulot ng napaaga na pagkapagod sa ilalim ng lupa — isang napakamahal at matagal na senaryo ng pagkumpuni.
- Shield body circularity: Ang mga segment ng kalasag sa harap at likuran ay dapat na tipunin at i-machine sa isang circularity tolerance na karaniwang nasa loob ng 5–10mm sa buong diameter, na tinitiyak na ang annular gap sa pagitan ng shield at ang naka-install na lining segment ay pare-pareho sa paligid ng circumference. Ang pagkakapare-pareho na ito ay mahalaga para sa pagiging epektibo ng tail skin seal — ang mga brush at grasa na nagtatakip sa puwang sa pagitan ng shield tail at ang lining ay dapat magkaroon ng pantay na pagdikit upang maiwasan ang pagpasok ng tubig sa lupa.
- Pag-synchronize ng thrust cylinder stroke: Sa isang malaking TBM, 30–50 indibidwal na thrust cylinder ay dapat na pahabain at bawiin sa mga tiyak na coordinated na grupo upang makontrol ang pitch at yaw ng makina habang ito ay umiikot sa alignment ng tunnel. Ang mga cylinder ay dapat na ginawa sa pare-parehong stroke tolerance at ang control system ay dapat na naka-calibrate upang mapanatili ang pag-synchronize ng posisyon sa loob ng ilang milimetro sa buong cylinder stroke.
- Posisyon ng pabahay ng disc cutter: Sa mga hard rock TBM, ang posisyon ng bawat disc cutter housing sa cutterhead face ay dapat na tiyak na nakatakda sa dinisenyong cutting radius, na tinitiyak na ang lahat ng cutter sa parehong radius ay sumusubaybay sa parehong uka sa rock face. Ang mga error sa posisyon sa cutter spacing ay nagdudulot ng overloaded na mga indibidwal na cutter at pinabilis na pagkasira, pagbabawas ng buhay ng cutter at pagtaas ng dalas ng mga pagbabago ng cutter sa ilalim ng lupa.
Mga Pangunahing Teknolohiya na Nagtutulak sa Makabagong TBM Manufacturing
Ang estado ng sining sa paggawa ng tunnel boring machine ay makabuluhang umunlad sa mga nakalipas na dekada, na hinihimok ng mga hinihingi ng lalong mapaghamong mga proyekto ng tunnel at ang pagsasama ng mga digital engineering tool na hindi available sa mga naunang henerasyon ng mga TBM designer.
Digital Twin at Simulation
Ang mga nangungunang tagagawa ng TBM ay gumagawa na ngayon ng ganap na digital twin model ng bawat makina bago magsimula ang paggawa. Ang mga modelong ito ay nagsasama ng pagsusuri sa istruktura, hydraulic system simulation, at control logic modeling para i-verify ang performance ng system sa buong hanay ng mga operating condition na inaasahan sa partikular na proyekto. Binibigyang-daan ng digital twins ang mga inhinyero na tukuyin ang mga salungatan sa interface, i-optimize ang pagpoposisyon ng bahagi, at gayahin ang mga sitwasyon ng pagkakamali bago maputol ang isang piraso ng bakal. Sa panahon ng operasyon, ang digital twin ay maaaring patuloy na ma-update gamit ang totoong data ng makina upang suportahan ang predictive na pagpapanatili at pag-troubleshoot mula sa engineering center ng manufacturer saanman sa mundo.
Advanced na Cutterhead Materials at Wear Protection
Ang pagsusuot ng cutterhead ay isa sa mga pangunahing salik na naglilimita sa mga rate ng advance ng TBM at pagtaas ng mga gastos sa pagpapanatili sa abrasive ground. Ang modernong pagmamanupaktura ng TBM ay nagsasama ng mga advanced na diskarte sa proteksyon sa pagsusuot kabilang ang mga tungsten carbide wear button, chromium carbide overlay plate, at ceramic composite wear insert sa mga pinakamataas na wear zone ng cutterhead. Ang pagpili at paglalagay ng proteksyon sa pagsusuot ay sinusuri na ngayon gamit ang computational fluid dynamics at discrete element modeling upang mahulaan ang mga pattern ng pagsusuot para sa partikular na kondisyon ng lupa at bato ng proyekto, na nagbibigay-daan sa proteksyon na makonsentrar kung saan ito pinaka-kailangan sa halip na ilapat nang pantay.
Automated Welding at Robotic Fabrication
Bagama't ang karamihan sa paggawa ng TBM ay umaasa pa rin sa mga mahusay na manu-manong welder, ang pagsasama ng mga automated welding system ay nagpabuti ng weld consistency at productivity sa high-volume weld joints. Ginagamit ang mga robotic welding cell para sa paulit-ulit na structural welds sa shield body panels at spoke section kung saan kritikal ang pare-parehong weld geometry. Ang submerged arc welding ay malawakang ginagamit para sa mabibigat na butt welds sa makapal na mga seksyon ng plato, na nagbibigay ng malalim na pagtagos at mataas na deposition rate na may maaasahang kalidad. Ang mga automated na prosesong ito ay nagbibigay ng libreng mga bihasang welder upang tumuon sa mga kumplikadong access joint kung saan ang kanilang kadalubhasaan ay nagdaragdag ng pinakamalaking halaga.
Mga Real-Time na Sistema sa Pagsubaybay sa Pagganap
Ang mga kontemporaryong TBM ay nilagyan ng daan-daang sensor na sinusubaybayan ang lahat mula sa indibidwal na thrust cylinder force hanggang sa temperatura ng pangunahing bearing, cutterhead torque, presyon ng mukha, tail seal grease injection pressure, at posisyong erector ng segment. Naka-log in ang data na ito nang real time, ipinapakita sa operator, ipinadala sa opisina ng project engineer, at sa maraming kaso ay ligtas na ibinahagi sa engineering team ng TBM manufacturer. Ang kakayahang subaybayan ang pagganap ng makina nang malayuan ay nagbago kung paano sinusuportahan ng mga tagagawa ang kanilang kagamitan sa larangan, na nagbibigay-daan sa mabilis na pagsusuri ng mga umuusbong na isyu bago sila mauwi sa mga mamahaling pagkabigo.
Mga Global TBM Manufacturers at Kung Saan Nila Binubuo ang Kanilang Mga Makina
Ang industriya ng pagmamanupaktura ng TBM ay puro sa isang maliit na bilang ng mga pangunahing internasyonal na tagagawa, bawat isa ay may espesyal na kakayahan sa inhinyero at mga pasilidad sa pagmamanupaktura na may kakayahang gumawa ng pinakamalaki at pinakamasalimuot na makina sa mundo.
- Herrenknecht AG (Germany): Ang pinakamalaking tagagawa ng TBM sa mundo ayon sa dami ng yunit at kita, na naka-headquarter sa Schwanau, Germany. Gumagawa ang Herrenknecht ng buong hanay ng mga uri ng TBM mula sa maliliit na microtunneling machine hanggang sa large-diameter slurry at EPB machine, na may mga pangunahing pasilidad sa pagmamanupaktura sa Germany at mga operasyon ng assembly sa buong mundo. Naghatid sila ng mga makina para sa ilan sa mga pinakamahirap na proyekto ng tunneling sa mundo kabilang ang Gotthard Base Tunnel at maraming sistema ng metro sa buong Asya at Gitnang Silangan.
- Ang Robbins Company (USA): Isa sa mga pinakaluma at pinakamatandang pangalan sa paggawa ng TBM, pinasimunuan ni Robbins ang teknolohiya ng hard rock na TBM at nananatiling nangunguna sa mga pangunahing beam gripper na TBM para sa rock tunneling. Gumagawa at nagre-refurbis sila ng mga makina sa mga pasilidad sa United States at mayroong pandaigdigang serbisyo at network ng suporta para sa kanilang kagamitan na gumagana sa buong mundo.
- NFM Technologies (France, bahagi ng Bouygues group): Isang tagagawa ng French TBM na may malakas na kadalubhasaan sa malalaking diameter na urban tunneling machine, partikular na slurry shield at mga uri ng EPB para sa mapaghamong European at internasyonal na mga proyekto. Naghatid ang NFM ng mga makina para sa mga pangunahing proyekto ng metro sa Paris, Rome, at sa buong Southeast Asia.
- CREG — China Railway Engineering Equipment Group: Ang pinakamalaking tagagawa ng TBM ng China at ngayon ay isa sa pinakamalaki sa mundo ayon sa dami, mabilis na binuo ng CREG ang mga kakayahan nito sa engineering at pagmamanupaktura sa pamamagitan ng kumbinasyon ng lisensyadong teknolohiya at domestic R&D investment. Ang CREG ay nagsusuplay ng karamihan sa mga TBM na ginagamit sa napakalaking kasalukuyang metro at high-speed rail tunnel construction program ng China at nagsimulang mag-export sa mga internasyonal na merkado.
- Kawasaki Heavy Industries at Mitsubishi Heavy Industries (Japan): Ang parehong Japanese engineering conglomerates ay may mahabang kasaysayan sa paggawa ng TBM, pangunahin para sa domestic Japanese market at mga piling proyekto sa pag-export. Ang pagmamanupaktura ng Japanese TBM ay kilala sa napakataas na kalidad at katumpakan ng build, na may partikular na lakas sa teknolohiya ng shield machine para sa soft ground urban tunneling.
- Caterpillar (Lovat division, Canada): Nakuha ni Caterpillar ang Lovat, isang Canadian TBM manufacturer, at patuloy na gumagawa ng EPB at slurry machine sa ilalim ng tatak ng Caterpillar tunneling. Ang kanilang mga makina ay malawakang ginagamit sa mga proyekto sa pag-tunnel sa imprastraktura ng North America kabilang ang supply ng tubig at urban transit.
TBM Refurbishment at Remanufacturing
Ang isang makabuluhan at lumalaking bahagi ng industriya ng pagmamanupaktura ng TBM ay ang pagsasaayos at muling paggawa ng mga ginamit na makina para sa mga bagong proyekto ng tunnel. Dahil sa napakalaking halaga ng isang bagong TBM — ang isang malaking diyametro na makina ay maaaring nagkakahalaga ng $15 milyon hanggang $50 milyon USD o higit pa — ang mga may-ari ng proyekto at mga kontratista ay lalong nagsusuri ng mga inayos na makina bilang alternatibong matipid kapag ang mga kondisyon ng proyekto ay tugma sa mga detalye ng kasalukuyang makina.
Karaniwang kinabibilangan ng pag-refurbish ng TBM ang disassembly ng lahat ng pangunahing system, inspeksyon at pagpapalit ng mga bahagi ng pagsusuot, pag-recondition ng mga istrukturang assemblies, pag-overhaul ng pangunahing bearing, pagpapalit ng mga hydraulic seal at cylinder, at kumpletong muling pagtatayo ng mga electrical at control system. Sa mas malalaking proyekto sa pagkukumpuni, ang cutterhead ay maaaring i-restructure upang baguhin ang cutter layout para sa iba't ibang kondisyon ng lupa, o ang shield diameter ay maaaring i-adjust nang bahagya sa pamamagitan ng pagdaragdag o pag-alis ng mga insert na bakal sa skin plate. Ang isang maayos na pagsasaayos ay maaaring pahabain ang buhay ng serbisyo ng makina sa pamamagitan ng isa pang buong proyekto at kung minsan ay higit pa, sa isang maliit na bahagi ng halaga ng isang bagong makina.
Mga Hamon at Trend sa Hinaharap sa Tunnel Boring Machine Manufacturing
Ang pagmamanupaktura ng TBM ay nahaharap sa isang hanay ng mga patuloy na teknikal at komersyal na hamon na humuhubog sa kung paano uunlad ang industriya sa darating na dekada. Ang pangangailangan para sa mas malaki, mas malalim, at mas automated na mga solusyon sa tunneling ay nagtutulak sa mga hangganan ng kung ano ang maaaring makamit ng kasalukuyang teknolohiya ng TBM at humimok ng makabuluhang pamumuhunan sa R&D sa buong industriya.
- Pagtaas ng diameter ng makina: Ang trend patungo sa mas malalaking diameter ng tunnel para sa highway at pinagsamang metro/road tunnel ay gumagawa ng mga makina na may hindi pangkaraniwang sukat. Ang mga makinang higit sa 15 metro ang lapad ay nagpapakita ng mga hamon sa istruktura at logistik na nangangailangan ng mga bagong solusyon sa engineering — ang pagdadala, pag-assemble, at paglulunsad ng mga naturang makina sa nakakulong na espasyo ng isang launch shaft ay nangangailangan ng maingat na pagpaplano sa bawat yugto ng proseso ng pagmamanupaktura at paghahatid.
- Mga awtomatikong sistema ng pagpapalit ng pamutol: Ang pagpapalit ng mga disc cutter sa mga hard rock na TBM ay nangangailangan ng mga manggagawa na pumasok sa excavation chamber sa ilalim ng atmospheric o pressurized na mga kondisyon upang manu-manong palitan ang mga pagod na cutter — isa sa pinakamahirap at mapanganib na gawain sa tunneling. Ang ilang mga tagagawa ay gumagawa ng mga robotic cutter change system na maaaring gawin ang gawaing ito nang malayuan, na inaalis ang pagkakalantad ng manggagawa sa mapanganib na kapaligiran sa paghuhukay. Ang pagbuo ng mga manipulator na may kakayahang humawak ng mga bigat ng cutter na lampas sa 200kg sa mga nakakulong, basa, at kontaminadong mga espasyo ay isang malaking hamon sa engineering.
- Elektripikasyon ng mga sistema ng pagmamaneho: Ang pagtaas ng regulatory pressure sa underground air quality at carbon emissions ay nagpapabilis sa pagbuo ng all-electric TBM drive system na nag-aalis ng hydraulic oil at diesel-based na power mula sa makina. Ang mga de-koryenteng direct-drive na cutterhead na motor, electric thrust cylinder actuator, at baterya o grid-powered tunnel logistics ay nasa ilalim ng aktibong pagbuo ng mga pangunahing manufacturer.
- Katatagan ng supply chain: Ang mga pandaigdigang pagkagambala ng mga nakaraang taon ay naglantad ng mga kahinaan sa pinahabang supply chain kung saan umaasa ang mga tagagawa ng TBM — lalo na para sa malalaking diameter na bearings, mga espesyal na bahagi ng hydraulic, at mga electronic control system. Ang mga tagagawa ay aktibong nagtatrabaho upang maging kuwalipikado ang mga alternatibong supplier, dagdagan ang imbentaryo ng estratehikong bahagi, at sa ilang mga kaso ay nagdadala ng dating outsourced na paggawa ng bahagi sa loob ng bahay upang mabawasan ang pagkakalantad sa pagkagambala sa supply chain.
- Patnubay na tinulungan ng AI at autonomous na operasyon: Ang pagsasama ng artificial intelligence sa TBM guidance at control system ay isang aktibong lugar sa pag-unlad. Ang mga modelo ng machine learning na sinanay sa makasaysayang data ng proyekto ay maaaring mag-optimize ng mga parameter ng pagpipiloto, mahulaan ang kalidad ng pagbuo ng lining ring, at alertuhan ang mga operator sa pagbuo ng mga kondisyon sa lupa bago sila magdulot ng mga problema sa pagpapatakbo. Ang ganap na autonomous na pagpapatakbo ng TBM ay nananatiling isang pangmatagalang layunin, ngunit ang incremental na automation ng mga nakagawiang gawain sa pagpapatakbo ay inilalagay na sa mga kasalukuyang proyekto.
Mga Pangwakas na Kaisipan sa Paggawa ng TBM
Ang pagmamanupaktura ng tunnel boring machine ay nasa intersection ng structural engineering, precision machining, hydraulics, electronics, at mga materyales sa agham — at ginagawa ito sa sukat na maaaring tugma ng ilang industriya. Ang bawat TBM na umaalis sa isang pabrika ay isang custom-engineered na solusyon sa isang partikular na hanay ng mga hamon sa geological at proyekto, at ang kalidad ng engineering at pagmamanupaktura na iyon sa huli ay ipinahayag sa kung gaano ka maaasahan ang makina na bumagsak sa lupa, kung gaano ito palagiang nag-i-install ng de-kalidad na lining ng tunnel, at kung gaano kaligtas nitong naiuuwi ang mga manggagawa sa pagtatapos ng bawat shift.
Habang ang pangangailangan ng pandaigdigang imprastraktura ay patuloy na humihimok ng pamumuhunan sa underground construction, ang mga manufacturer ng TBM ay nahaharap sa isang kapana-panabik at hinihingi na hinaharap — naghahatid ng mga makina na lumalaki ang laki, kumplikado, at teknolohikal na pagiging sopistikado habang pinamamahalaan ang mga supply chain, pagbuo ng susunod na henerasyon ng mga inhinyero at fabricator, at pagsasama-sama ng mga digital na teknolohiya na tutukuyin kung ano ang hitsura ng tunnel boring sa susunod na kalahating siglo. Para sa sinumang kasangkot sa paggawa ng tunneling, pagkuha, o pagbuo ng proyekto, ang pag-unawa kung paano idinisenyo at binuo ang mga pambihirang makinang ito ay mahalaga sa paggawa ng matalinong mga pagpapasya tungkol sa isa sa pinakamasalimuot at pinakamahalagang piraso ng kagamitan sa konstruksiyon na nilikha kailanman.




